Drying Shrinkage in Ceramic Tableware: Formula, Mold Design, and Quality Control Guide
In customized ceramic tableware manufacturing, drying shrinkage is one of the most important technical indicators behind dimensional accuracy, mold compensation, and product consistency. For importers, wholesalers, hospitality brands, and private label buyers, understanding this parameter helps reduce sampling errors, improve communication with suppliers, and lower the risk of costly production defects.
Unlike general pottery discussions, in industrial tableware manufacturing drying shrinkage directly affects whether a plate reaches its target diameter, whether bowls remain round after drying, and whether a supplier can maintain stable sizing across repeat orders. According to ASTM C326, shrinkage data is used to determine the proper mold or die size needed to produce a predetermined fired dimension. Source
What Is Drying Shrinkage in Ceramic Tableware?
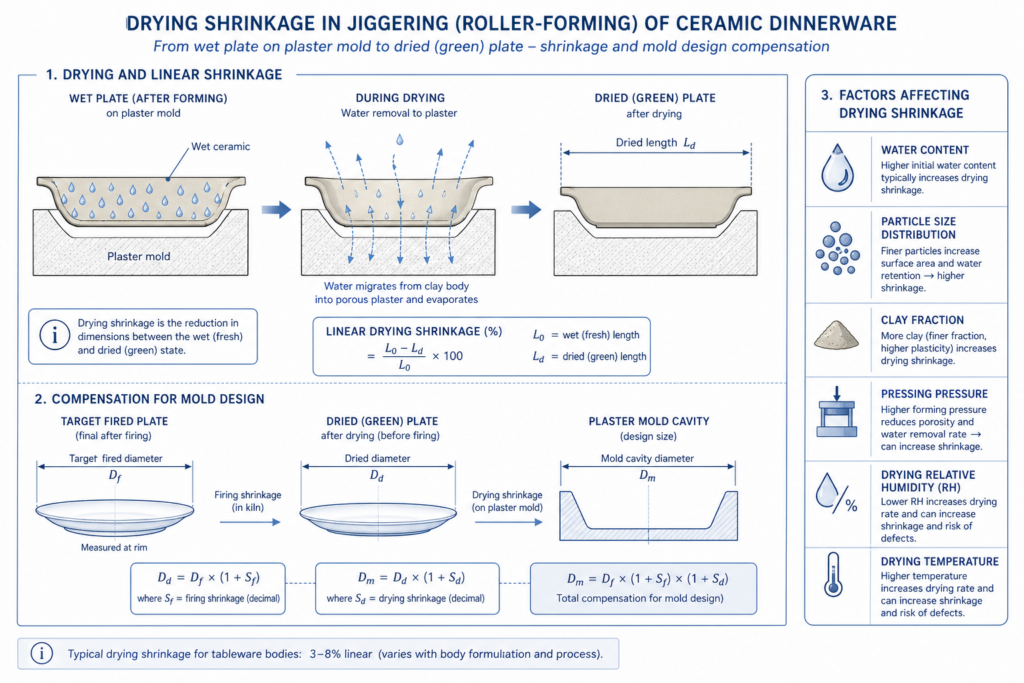
Drying shrinkage refers to the reduction in size of a ceramic body as it changes from its wet formed state to its dry state before firing. In practical production terms, it is the dimensional contraction that occurs when water is removed from the clay body and the particles move closer together.
In ceramic tableware, this property is especially important because products such as plates, bowls, saucers, and mugs are sold by exact dimensions. If drying shrinkage is not properly controlled, the supplier may face unstable product size, warpage, cracking, or mismatch between the approved sample and mass production goods. Digitalfire defines drying shrinkage as the size reduction from wet length to dry length and explains that the core mechanism is particle packing as inter-particle water evaporates. Source
Why Drying Shrinkage Matters in Custom Dinnerware Projects
For custom tableware projects, buyers are not only purchasing ceramic products; they are purchasing repeatable dimensions, stackability, fit with packaging, and brand consistency. That is why drying shrinkage matters in the following ways:
- It determines whether the final size matches the approved drawing.
- It affects mold design and tooling compensation.
- It influences drying cracks, rim deformation, and ovality.
- It impacts repeat order consistency across different production batches.
A technically capable factory treats drying shrinkage as a controlled engineering parameter, not just a rough production experience value.
The Science Behind Drying Shrinkage
Drying shrinkage is primarily a physical process, not a chemical one. As water evaporates from the ceramic body, capillary forces pull particles closer together. The finer and more plastic the particles are, the more water they hold between them, and the more shrinkage the body tends to show during drying. Digitalfire notes that more plastic clays usually have finer particle sizes, higher water demand, and therefore higher drying shrinkage. Source
Capillary Pressure and Drying Stress
A useful scientific model for drying stress is capillary pressure:
Capillary Pressure
ΔP = 2γ cosθ / r
Where:
- ΔP = capillary pressure
- γ = surface tension of water
- θ = contact angle
- r = pore radius
As pore radius becomes smaller, capillary pressure becomes higher. This is one reason why highly refined porcelain bodies can be more sensitive to drying stress and dimensional deformation.
A recent review published in Open Ceramics highlights that moisture transport, drying stress, warping, and crack formation are central issues in ceramic drying science. Source
Drying Shrinkage vs. Firing Shrinkage
Buyers should also understand that drying shrinkage and firing shrinkage are not the same. Drying shrinkage occurs during water removal before firing, while firing shrinkage happens later during sintering and vitrification.
For example, kaolinite undergoes dehydroxylation during firing:
Kaolinite Dehydroxylation
Al2Si2O5(OH)4 → Al2Si2O7 + 2H2O↑
This reaction belongs to the firing stage, not the drying stage. In supplier evaluation, a good factory should be able to distinguish drying shrinkage, firing shrinkage, and total shrinkage clearly.
How to Calculate Drying Shrinkage
The most common way to express drying shrinkage is linear shrinkage.
Linear Drying Shrinkage Formula
Linear Drying Shrinkage
Sd(%) = (Lw – Ld) / Lw × 100
Where:
- Sd = drying shrinkage
- Lw = wet length
- Ld = dry length
This method is widely used because ceramic molds and final tableware dimensions are usually controlled by linear measurements such as diameter, height, and profile width. ASTM C326 is one of the standard references for measuring drying and firing shrinkages in ceramic whiteware clays. Source
Moisture Loss Formula
Factories also often track moisture loss to understand water removal behavior:
Moisture Loss
W(%) = (Mwet – Mdry) / Mwet × 100
Where:
- W = moisture loss
- Mwet = wet mass
- Mdry = dry mass
This formula helps compare mass loss with dimensional shrinkage. If weight loss is normal but size variation is high, the problem may be uneven density, airflow imbalance, or inconsistent forming pressure.
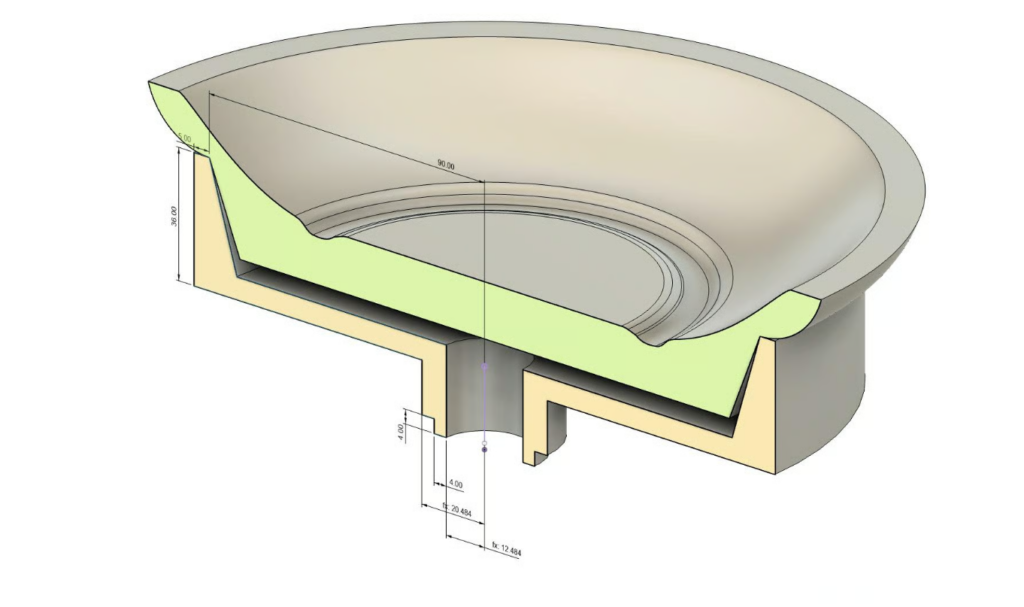
Why Drying Shrinkage Is Critical for Mold Design
In custom ceramic tableware, mold design cannot rely only on the target finished size. The mold must be enlarged in advance to compensate for both drying shrinkage and firing shrinkage. ASTM C326 explicitly states that shrinkage data helps designers determine the proper mold or die size needed to achieve the desired fired ware size. Source
Mold Compensation Formula
If the target fired dimension is known, the required mold dimension can be estimated as follows:
Mold Compensation Formula
Dmold = Dtarget / [(1 – Sd)(1 – Sf)]
Where:
- Dmold = mold dimension
- Dtarget = target fired dimension
- Sd = drying shrinkage
- Sf = firing shrinkage
Example for a Dinner Plate
Suppose a customer wants a fired plate diameter of 270 mm. If the ceramic body has:
- Drying shrinkage = 6.0%
- Firing shrinkage = 8.5%
Then:
Dmold = 270 / [(1 – 0.060)(1 – 0.085)] = 270 / (0.94 × 0.915) ≈ 313.9 mm
This means the forming system must be designed around an enlarged mold dimension of approximately 313.9 mm, before final adjustment for trimming, shape geometry, and tolerance correction.
Why One Shrinkage Number Is Not Enough
In real production, experienced suppliers do not rely on a single shrinkage number. They usually evaluate:
- body formula shrinkage
- forming-process shrinkage
- directional shrinkage
- shape-specific shrinkage
- pilot run correction data
That is why top tableware manufacturers often build a pilot mold first, then compare wet, dry, biscuit, and fired dimensions before freezing the final production tooling.
How Factories Control Drying Shrinkage
Controlling drying shrinkage is not about one single machine or one single test. It is the result of coordinated control in body formulation, forming, mold condition, and dryer management.
1. Body Formulation Control
The ceramic body recipe strongly influences drying shrinkage. In general:
- more plastic clay increases shrinkage
- finer particle size increases water demand
- more non-plastic filler can reduce shrinkage
- poor particle distribution can increase drying stress
Digitalfire notes that high plasticity usually comes with high drying shrinkage, especially in clay systems with fine particle sizes and stronger water affinity. Source
2. Forming Moisture Control
In jiggering and roller-forming production, even small moisture fluctuations can create size instability. Factories should control:
- body moisture content
- green weight after forming
- wall thickness consistency
- forming pressure stability
These controls are especially important in industrial jiggering, which is commonly used for mass production of plates and bowls. Digitalfire describes jiggering as a core process for forming tableware shapes using a spinning plaster mold and template. Source
3. Mold Condition Control
Plaster molds are not only shaping tools. They are also water-removal tools. If a mold is too wet, too dry, aged, or contaminated, its water absorption behavior changes. This can directly affect green density, release timing, and drying shrinkage consistency.
In casting-jiggering processes, mold behavior is even more critical because the formed piece must have enough plasticity and stability for the finishing stage. Source
4. Drying Curve Control
The earliest drying stage is usually the most dangerous stage because the body is still shrinking and the stress is developing quickly. A controlled drying profile is therefore essential.
A useful industrial strategy includes:
- low initial drying temperature
- moderate early-stage humidity
- progressive temperature increase
- balanced airflow around the ware
A study published in MDPI Energies found that increasing temperature and lowering relative humidity can accelerate drying, but also raises the risk of defect formation. The authors recommend a more gradual increase in drying temperature at the beginning of the process to better control shrinkage. Source
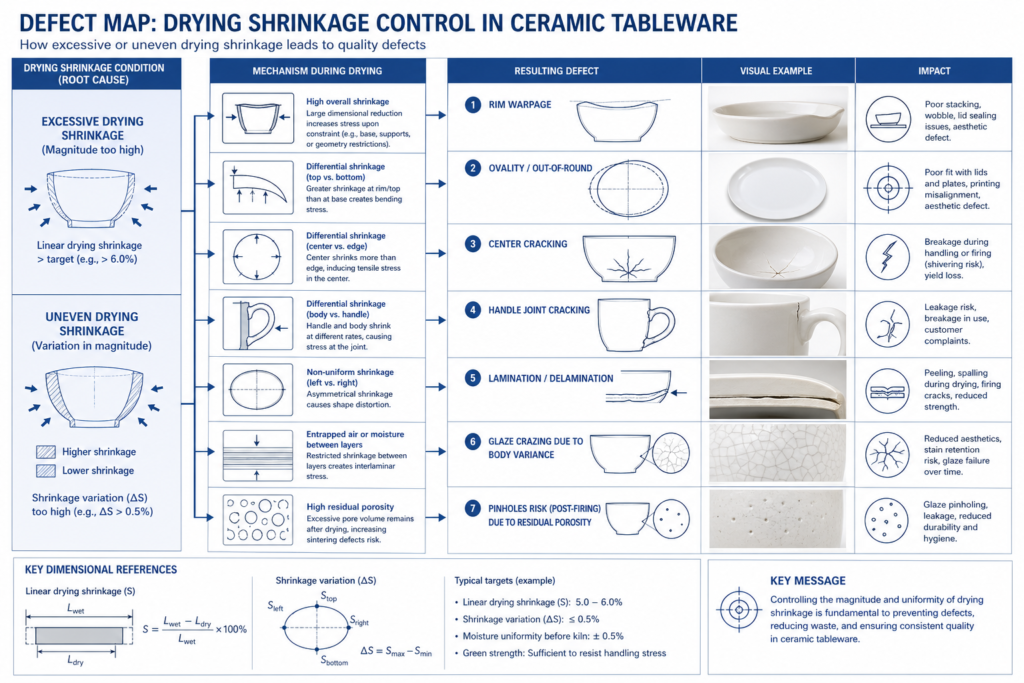
Common Defects Caused by Poor Drying Shrinkage Control
When drying shrinkage is excessive or uneven, the result is not only a size issue. It often leads to a chain of quality defects across the whole ceramic production process.
Warpage and Rim Deformation
Plates may become dish-shaped, oval, or unstable in stacking if different areas dry at different rates. This is especially common in wide flat shapes with uneven wall thickness.
Drying Cracks
Cracks often appear when the surface has already stiffened but the internal body is still shrinking. Digitalfire explains that excessive or uneven drying shrinkage can easily cause cracking, especially when drafts or thickness differences are present. Source
Foot Ring Distortion
In dinnerware, the foot ring often behaves differently from the wall or rim during drying. If shrinkage is not balanced, the product may rock on the table or show poor nesting performance.
Dimensional Inconsistency
Even if the product survives without visible cracks, poor shrinkage control can still create unacceptable size deviation between batches, which is a major issue for private label buyers and repeat-order clients.
Crazing and Pinholes as Secondary Risk Indicators
Drying shrinkage does not directly cause all glaze defects, but unstable drying behavior often signals deeper issues in body control. Factories that cannot stabilize body shrinkage may also struggle with broader process consistency, including glaze fit and surface quality.
Why Buyers Should Ask About Drying Shrinkage
For B2B buyers, drying shrinkage is a useful indicator of whether a supplier has true engineering capability or is only relying on workshop experience.
What Buyers Can Learn from This Indicator
A supplier with strong control of drying shrinkage is usually better at:
- dimensional consistency
- mold design accuracy
- repeat order stability
- defect reduction
- technical communication during customization
Questions Buyers Should Ask Suppliers
When sourcing custom ceramic tableware, buyers should ask:
What is the drying shrinkage of this exact body?
The answer should be body-specific, not generic.
Do you separate drying shrinkage from firing shrinkage?
A technically capable supplier should clearly distinguish both values.
How do you compensate mold dimensions?
The supplier should be able to explain its mold compensation logic based on actual production data.
Do you check wet, dry, and fired dimensions during sample development?
This shows whether the supplier works with engineering validation instead of guesswork.
How do you control moisture, molds, and drying conditions?
The answer should include process control, not just broad statements like “we have experience”.
Relevant Standards and Certifications
Drying shrinkage itself is mainly linked to process engineering, but buyers should also understand the broader standards environment in ceramic tableware manufacturing.
ASTM C326
ASTM C326 is the key reference for measuring drying and firing shrinkage of ceramic whiteware clays. It is highly relevant for mold design, process development, and dimensional control. Source
ISO 6486-1:2019
ISO 6486-1:2019 specifies the test method for lead and cadmium release from ceramic ware and glass dinnerware intended for food contact. While it does not define drying shrinkage, it is highly relevant for export compliance and food-contact safety. Source
FDA Ceramicware Guidance
For the U.S. market, FDA ceramicware guidance is important for lead contamination control in ceramic foodware. Buyers should view process control and compliance capability as connected indicators of supplier quality. Source
Final Thoughts
In ceramic tableware manufacturing, drying shrinkage is much more than a lab number. It is a key technical factor behind mold design, product size accuracy, drying defect control, and supplier consistency. For importers and brand owners, understanding this indicator can improve supplier evaluation, reduce development mistakes, and support more reliable custom tableware sourcing.
If a supplier can clearly explain drying shrinkage, measure it properly, and apply it to mold design and process control, that usually reflects a much higher level of manufacturing capability.
References
- ASTM C326 – Standard Test Method for Drying and Firing Shrinkages of Ceramic Whiteware Clays
- Digitalfire – Drying Shrinkage
- Digitalfire – Plasticity
- Digitalfire – DFAC Test
- Digitalfire – Jiggering
- Digitalfire – Casting-Jiggering
- Sibelco – The Effect of Shrinkage on Ceramic Manufacture
- Open Ceramics – Perspectives in Drying of Ceramics
- MDPI Energies – Investigating the Drying Process of Ceramic Sanitary Ware at Low Temperature
- ISO 6486-1:2019
- FDA Ceramicware Guidance
Custom Solutions Available
Our technical experts are always ready to assist you in finding the perfect customized solution for your dinnerware needs.