Kaolin in Custom Tableware: Formula, Whiteness Control, Defects, and a B2B Buyer Guide
In custom tableware manufacturing, kaolin is not just a white clay. It is one of the most important ceramic raw materials for controlling body whiteness, casting behavior, firing stability, and final product quality. For importers, wholesalers, brand owners, and OEM buyers, understanding kaolin helps explain why some ceramic dinnerware looks cleaner, whiter, and more premium than others. Source

Kaolin remains a major industrial mineral in ceramics. According to the U.S. Geological Survey, 20% of kaolin use was in ceramics, and kaolin exports were used partly as a component in ceramic bodies. That alone makes kaolin a strategic material in global tableware supply chains. Source
What Is Kaolin in Custom Tableware?
Kaolin, also known as china clay, consists principally of the mineral kaolinite, a hydrous aluminum silicate widely used in porcelain and whiteware production. Britannica describes kaolin as an essential ingredient in china and porcelain because of its high fusion temperature and white-burning characteristics, both of which are critical in premium dinnerware manufacturing. Source
In practical tableware production, kaolin serves several functions at the same time:
- it helps produce a clean white fired body
- it contributes alumina to the ceramic system
- it influences plasticity, shrinkage, and casting rate
- it supports the formation of a stable fired microstructure at high temperature Source
For B2B buyers, this means kaolin is not a cosmetic detail. It is a material that affects the visual value, reject rate, and process consistency of the finished product.
Why Kaolin Matters More in Tableware Than in General Ceramics
In custom dinnerware, the fired body is often expected to perform as both a functional substrate and a visual background. A whiter body improves:
- decal brightness
- underglaze and inglaze color fidelity
- retail shelf appeal
- perceived hygiene and premium positioning
That is why high-grade tableware factories pay close attention to kaolin purity and lot stability rather than simply purchasing any “white clay.” Source
The Chemistry of Kaolin: Al₂O₃·2SiO₂·2H₂O
The ideal oxide formula of kaolin is:
Al2O3 · 2SiO2 · 2H2O
Its equivalent structural formula is commonly written as:
Al2Si2O5(OH)4
These two formulas describe the same mineral from different viewpoints. The oxide form is useful for ceramic body calculation, while the structural form better explains what happens during heating and firing. Source Source
What the Formula Means in Ceramic Engineering
Each part of the formula contributes something important:
- Al₂O₃ improves refractoriness and supports mullite formation
- SiO₂ helps define the glass-crystal balance in the fired body
- 2H₂O represents structurally bound hydroxyl groups, not just free moisture
This matters because kaolin does not simply dry during firing. It undergoes structural transformation, which affects density, porosity, and surface defect risk.
Kaolinite Dehydroxylation to Metakaolin
When kaolinite is heated, it loses structural hydroxyl groups and transforms into metakaolin. A simplified reaction is:
Al2Si2O5(OH)4 → Al2Si2O7 + 2H2O ↑
A recent thermal analysis study reported that kaolinite dehydroxylation occurs mainly between 400–700 °C, with an observed mass loss of about 13 wt.%, close to the theoretical 13.96 wt.% expected from the reaction. This is a key firing stage in ceramic production because gas release and structural collapse must be properly managed. Source
Kaolin and Mullite Formation
At higher firing temperatures, kaolin-derived phases reorganize toward mullite, one of the most important strength-bearing crystal phases in porcelain-like bodies. A useful idealized net reaction is:
3Al2Si2O5(OH)4 → 3Al2O3 · 2SiO2 + 4SiO2 + 6H2O ↑
Here, the phase (3Al_2O_3 \cdot 2SiO_2) is mullite. In industrial tableware, mullite contributes to strength, thermal stability, and body integrity after firing. Source
How Kaolin Affects Ceramic Body Whiteness
Body whiteness is one of the most commercially important properties in modern tableware. In the market, a white body is associated with clean design, color accuracy, premium look, and food-service professionalism.
Digitalfire identifies kaolin as the preferred clay for bodies that need to be clean and white, while Britannica notes that kaolin is particularly suitable for whiteware and porcelain because of its white-burning nature. Source Source
The Role of Fe₂O₃ and TiO₂
The main factors that reduce whiteness are not the kaolin crystal itself, but the impurities associated with the ore, especially iron-bearing and titanium-bearing minerals. Britannica states that natural kaolin may contain impurities such as muscovite, quartz, feldspar, and anatase, and that crude kaolin is often stained yellow by iron hydroxide pigments. Source
A Cambridge summary on kaolinites also notes that brightness and whiteness are related to titanium and iron-bearing impurities. In production terms, this means even a chemically acceptable clay can still damage fired color if Fe or Ti contamination is not well controlled. Source
Why Whiter Bodies Matter in OEM and ODM Tableware
A whiter fired body creates a better base for:
- minimalist white dinnerware collections
- hotelware
- custom decal printing
- hand-painted decoration
- matte glaze systems
- high-end giftware
If the body is cream, buff, or grey instead of bright white, the final product often looks less premium even when glaze quality is acceptable.
How Factories Control Kaolin in Tableware Production
In industrial ceramics, kaolin should be controlled as part of a full process system, not just as a raw material purchase item.
Incoming Raw Material Control
A professional tableware factory typically checks kaolin for the following:
| Parameter | Why It Matters |
|---|---|
| Fe₂O₃ | affects fired whiteness and yellow/grey tone |
| TiO₂ | reduces optical brightness |
| LOI | indicates mineral consistency |
| Residue on sieve | helps prevent black specks |
| Particle size distribution | affects plasticity, casting rate, and shrinkage |
| Moisture | affects batching consistency |
| Fired whiteness / L* | confirms real body color performance |
| Soluble salts | reduces scumming and discoloration risk |
Digitalfire explicitly warns that kaolins can vary in particulate impurities, soluble salts, drying behavior, plasticity, and slurry performance, so factories should use routine QA instead of relying only on supplier labels. Source
Body Formulation Strategy
In porcelain and whiteware, kaolin is normally combined with:
- feldspar as flux
- silica as glass former
- ball clay or plasticizers for workability
Digitalfire advises using as much kaolin and as little ball clay as possible when high fired whiteness is the priority. For casting porcelains, an all-kaolin approach around 50% kaolin can be feasible because kaolin reduces drying shrinkage and improves water permeability in casting bodies. Source
Typical Process Parameters for Casting Bodies
For kaolin-rich slip-cast or pressure-cast tableware bodies, practical industrial control windows often include:
| Process Item | Typical Range |
|---|---|
| Slip solids | 68–72 wt.% |
| Slip density | 1.75–1.82 g/cm³ |
| Slip pH | 8.5–9.5 |
| Filter-cake moisture | 19–23% |
| Spray-dried powder moisture | 5–7% |
These ranges are process-dependent, but they are useful operating references for white tableware production. The key principle is that kaolin control must be linked to rheology control. A white clay that behaves poorly in slip preparation is not a good industrial clay.
Firing Curve Control
The firing schedule is critical because kaolin passes through several sensitive stages:
Free Water Removal
Below roughly 100–200 °C, free water must be removed safely to avoid steam cracking.
Dehydroxylation Zone
Between 400–700 °C, kaolinite transforms to metakaolin and releases structural water. If heating is too fast in this zone, the body may retain internal porosity or contribute to later glaze defects. Source
Oxidation and Burnout
If the body contains organics or accessory minerals, sufficient oxidation time is needed before glaze sealing.
Maturity Zone
At higher temperatures, the goal is to balance vitrification, mullite development, shape retention, and whiteness. Underfiring leaves the body too open; overfiring can lead to deformation.
Testing Methods Every Ceramic Supplier Should Understand
Water Absorption
Water absorption is one of the most practical indicators of body maturity. A standard equation is:
WA = ((Ws − Wd) / Wd) × 100%
Where:
- (W_d) = dry mass
- (W_s) = saturated mass
This aligns with ASTM C373, which covers water absorption, bulk density, apparent porosity, and specific gravity of fired ceramic whiteware and related products. Source
Linear Firing Shrinkage
A useful production-control equation is:
Sf = ((Lg − Lf) / Lg) × 100%
Where:
- (L_g) = green length
- (L_f) = fired length
Firing shrinkage helps detect changes in body maturity before large-scale defects appear.
Flexural Strength / Modulus of Rupture
A common three-point bending equation is:
σ = (3PL) / (2bd2)
Where:
- ( \sigma ) = modulus of rupture
- ( P ) = fracture load
- ( L ) = support span
- ( b ) = specimen width
- ( d ) = specimen thickness
This corresponds to ASTM C674, which covers flexural properties of fired ceramic whiteware materials. Source
Common Ceramic Defects Caused by Poor Kaolin Control
When kaolin quality or process control is weak, the result is rarely just one issue. More often, it creates a chain of problems that affects appearance, yield, and customer complaints.
Low Whiteness
Cause: high Fe/Ti impurities, dirty ore, inconsistent beneficiation, cross-contamination in milling or storage.
Effect: cream, buff, yellowish, or grey fired body instead of bright white.
Black Specks
Cause: coarse iron-bearing particles, metallic contamination, poor screening, dirty handling systems.
Effect: visible dark points in the body, especially under transparent glaze or on the footring.
Digitalfire specifically notes that particulate impurities in kaolin can cause firing specks, which is a serious issue in whiteware production. Source

Pinholes and Blisters
Cause: incomplete burnout, poorly controlled dehydroxylation, rapid firing, or glaze sealing before gases escape.
Effect: crater-like surface defects, poor gloss development, reduced visual quality.
These defects are especially costly in glossy white tableware, where even small surface flaws are easy to see.
Crazing
Kaolin is not the sole cause of crazing, but a poorly matured kaolin-rich body can increase the likelihood of glaze/body mismatch. If the body remains too open or the thermal expansion fit is poor, the glaze may crack after cooling or during use.
Warpage and Deformation
Cause: overfiring, excessive glass phase, or trying to force density through kiln temperature instead of balanced formulation.
Effect: poor stackability, unstable flatness, dimensional rejection in plates and bowls.
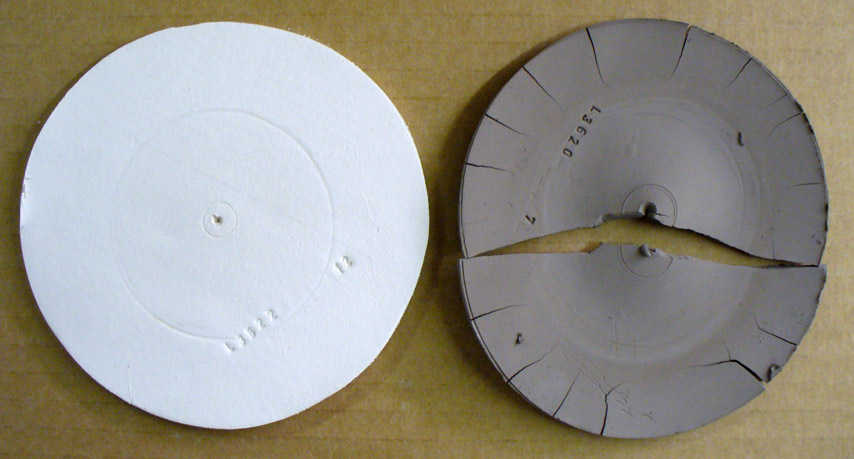
Dunting and Cracking
Cause: unstable body composition, poor drying, thermal stress during cooling.
Effect: edge cracks, body cracks, shipping damage risk, and durability complaints.
What B2B Buyers Should Check Before Choosing a Ceramic Supplier
For importers and sourcing managers, kaolin is a useful supplier capability signal. A factory that truly understands kaolin usually also understands body formulation, rheology, whiteness control, defect prevention, and export consistency.
Questions Buyers Should Ask
A qualified supplier should be able to answer these clearly:
- What are your approved kaolin sources?
- How do you control Fe₂O₃, TiO₂, and fired L*?
- Do you use magnetic separation for white bodies?
- How do you control slip density, pH, and viscosity?
- What are your standard results for water absorption and MOR?
- How do you prevent black-speck contamination?
- What actions do you take when body whiteness drifts?
Documents Buyers Should Request
| Document | Why It Matters |
|---|---|
| Kaolin COA / XRF report | shows impurity control |
| Fired whiteness report | confirms body color performance |
| Water absorption report | verifies vitrification consistency |
| MOR / flexural report | shows mechanical quality |
| Defect analysis report | shows process discipline |
| Lead/cadmium migration report | supports market compliance |
A Fast Screening Rule for Buyers
If a supplier can explain kaolinite chemistry, Fe/Ti impurity effects, casting rheology, mullite formation, and body/glaze fit, that supplier is usually more technically mature.
If a supplier only says “our clay is very white” without data, that is often a warning sign.
International Standards and Compliance References
ISO 6486-1:2019
ISO 6486-1:2019 specifies the test method for the release of lead and cadmium from ceramic ware, glass-ceramic ware, and glass dinnerware intended for food contact. This is one of the most important baseline references for ceramic dinnerware exports. Source
FDA Guidance
FDA guidance on traditional pottery and “Lead Free” claims emphasizes that uncontrolled manufacturing and firing can increase the risk of hazardous metal release. It also recommends contamination-prevention measures such as segregation, kiln cleanup, testing, and proper labeling. Source
FDA CPG Sec. 545.450
FDA’s policy guide for lead contamination gives action levels for ceramic foodware, including:
- 3.0 μg/mL for flatware
- 2.0 μg/mL for small hollowware other than cups and mugs
- 0.5 μg/mL for cups and mugs
- 1.0 μg/mL for large hollowware other than pitchers
- 0.5 μg/mL for pitchers Source
FDA Action Levels for Cadmium
FDA’s action-level guidance also lists ceramicware cadmium limits, including 0.5 μg/mL for flatware and small hollowware and 0.25 μg/mL for large hollowware. These values are highly relevant for mugs, bowls, and decorated hollowware exported to the U.S. market. Source
ASTM C373 and ASTM C674
For process-quality evaluation, these two ASTM standards are especially useful:
- ASTM C373 covers water absorption, porosity, density, and specific gravity Source
- ASTM C674 covers modulus of rupture and modulus of elasticity for ceramic whiteware Source
EU Directive 84/500/EEC and Commission Directive 2005/31/EC
For the European market, ceramic articles intended to come into contact with food are regulated with respect to lead and cadmium transfer, and later amendments specify analytical methods and compliance conditions. Source
Conclusion
In ceramic tableware production, kaolin is not simply a whitening clay. It is a structural, optical, and process-critical raw material that influences how the body forms, dries, fires, whitens, and performs.
For ceramic engineers, kaolin is about phase evolution, impurity control, and fired microstructure.
For B2B buyers, kaolin is about supplier consistency, visual quality, defect risk, and export readiness.
The best ceramic suppliers do not just buy white clay. They know how to convert kaolin chemistry into a stable, bright, defect-controlled, export-compliant ceramic body.
Sources
- Britannica — Kaolin
- Britannica — Kaolinite
- USGS Mineral Commodity Summaries 2026 — Clays
- Digitalfire — Kaolin
- Digitalfire — Formulating a Porcelain
- Digitalfire — Whiteware
- MDPI — Dehydroxylation of Kaolinite
- ISO 6486-1:2019
- ASTM C373
- ASTM C674
- FDA Guidance on Imported Traditional Pottery and “Lead Free” Claims
- FDA CPG Sec. 545.450 — Lead Contamination
- FDA Action Levels for Poisonous or Deleterious Substances
- EU Directive 84/500/EEC
- EU Commission Directive 2005/31/EC
- Cambridge Core — Interrelationships of Physical and Chemical Properties of Kaolinites
Custom Solutions Available
Our technical experts are always ready to assist you in finding the perfect customized solution for your dinnerware needs.